Sägen ist ein spanendes Verfahren mit kreisförmiger oder geradliniger Schnittbewegung. Sägen wird zum Trennen von Werkstücken, zum Ablängen von Stangen- und Profilmaterial, zum Ausschneiden von Durchbrüchen in Platten sowie zum Einschneiden von Nuten und Schlitzen angewandt. Dabei führt das vielschneidige Werkzeug die Schnittbewegung und die Vorschubbewegung aus.
Sägeblätter für Hand- und Maschinensägen besitzen eine Vielzahl hintereinander liegender Zähne mit geringer Schnittbreite. Sie weisen eine Keilform auf und sind gehärtet. Der Werkstoff wird durch die Schneiden gleichzeitig in mehrere Ebenen zerspant Die Spanräume (Zahnlücken) nehmen die Späne auf und führen sie aus der Schnittfuge heraus. Durch die steigenden Werkstoffkosten wird zunehmend angestrebt, die Schnittkanäle schmal und somit den Schnittverlust möglichst gering zu halten sowie ein Verlaufen des Schnitts weitgehend zu verhindern.
Die Zahnteilung bezeichnet den Abstand von Zahnspitze zu Zahnspitze und bestimmt die Größe der Zahnlücken für die Aufnahme der Späne. Je nach Härte und Dicke des zu bearbeitenden Werkstoffes wählt man Sägeblätter mit verschiedener Zahnteilung. Beim Sägen weicher Metalle und bei langen Schnittfugen muss die Zahnteilung möglichst grob sein, da sonst die Spanräume verstopfen. Beim Sägen harter Metalle und bei kurzen Schnittfugen sowie zum Schneiden von Blechen, dünnwandigen Profilen und Rohren fallen wesentlich geringere Spanmengen an, so dass keine Verstopfungsgefahr besteht. Deshalb kann hier eine feinere Zahnteilung gewählt werden. Dadurch kommen auch mehr Schneiden zum Eingriff, wird der einzelne Zahn mehr geschont und so bleibt das Sägeblatt länger scharf. Vorwiegend wird die Zahnteilung nach DIN 1837 fein und nach DIN 1838 grob gewählt. Im Allgemeinen gilt, dass immer mindestens vier Zähne im Materialquerschnitt im Eingriff sein sollten. Maßgebend hierfür ist immer der dünnste Materialquerschnitt.
Unter der Zahnform versteht man die Kontur der Zahnschneide und des Zahngrundes. Welche Zahnform eingesetzt wird, hängt von dem zu sägenden Werkstoff und seiner Dimension ab. Handsägeblätter haben in der Regel Winkelzähne (A), Maschinensägeblätter meist Bogenzähne (B). Die Bogenzähne sind durch ihre Form widerstandfähiger als Winkelzähne. Die Geometrie und Winkel am Zahn sind ebenfalls von der Zahnform sowie natürlich von dem zu sägenden Werkstoff abhängig. Im Regelfall beträgt aber der Keilwinkel β ungefähr 50 ° und die Summe aus Freiwinkel α und Keilwinkel β zusammen fast 90 °. Da die Hauptschnittkraft beim Sägen mit zunehmenden Spanwinkel γ immer kleiner wird, verwendet man überwiegend positive Spanwinkel.
Bei den Zahnformen für Sägebänder unterscheidet man den Standardzahn „S“ (universell einsetzbar), den Klauenzahn „K“ (für höchste Leistungen bei gut zerspanbarem Material), den Dachzahn „D“ (wird wegen seiner hohen Stabilität für besonders anspruchsvolle Sägearbeiten eingesetzt) und den Lückenzahn „L“ (für spröde Werkstoffe wie GG, AL-Legierungen und große Materialquerschnitte). Die Zahnformen für Kreissägeblätter sind in DIN 1840 festgelegt und werden zwischen Winkelzahn „A“ und Bogenzahn „B“ mit Vor- und Nachschneider unterschieden.
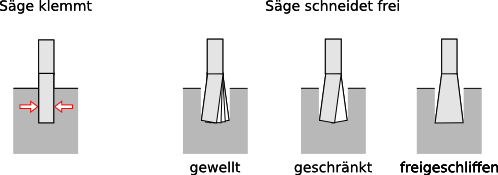
Beim tieferen Eindringen eines glatten Sägeblattes in den Werkstoff vergrößert sich die Reibung an den Seiten. Das Blatt würde bald heißlaufen und klemmen. Damit dies nicht passiert, sind bei bandförmigen Sägeblättern entweder die Zähne geschränkt (d. h. abwechselnd nach rechts und links ausgebogen) oder gewellt. Bei gewellten Sägeblättern sind jeweils ungefähr sechs bis acht Zähne in Wellenform nach links und rechts ausgebogen. Gewellte Sägeblätter sind besonders bei feiner Zahnteilung zweckmäßig. Kreisförmige Maschinensägeblätter aus Schnellarbeitsstahl hingegen sind entweder hohlgeschliffen, gestaucht oder haben Zahnsegment oder ganze Zähne aus Hartmetall.
Sägen mit Sägeblatt: Das Sägeblatt führt eine hin- und hergehende Bewegung aus. Dabei ist das Werkzeug nur in einer Bewegungsrichtung (Zugrichtung des Sägebügels) im Schnitt. Beim Rückhub muss das Sägeblatt, damit die Schneide nicht beschädigt wird, vom Werkstück abgehoben werden. Da durch den Rückhub (Tothub) keine Schneidarbeit geleistet wird, entstehen große Leerlauf- und damit Verlustzeiten. Wegen der begrenzten Länge der Sägeblätter sind nur wenige Zähne im Einsatz, wodurch auch die Standzeiten sehr begrenzt sind. Ein typisches Beispiel hierfür ist die Bügelsäge.
Sägen mit endlosen Sägeblättern: Bei den Bandsägen ist das Werkzeug ein endloses Band. Die mittlere, gestreckte Länge solcher Sägebänder liegt in der Regel zwischen 2,7 und 5,5 m. Im Gegensatz zur Bügelsäge gibt es hier keinen Tothub. Außerdem sind aufgrund der Bandlänge viele Zähne im Einsatz, wodurch sich die Standzeit von Bandsägen wesentlich erhöht.
Sägen mit Kreissägeblättern: Bei Kreissägeblättern, welche in entsprechenden Kreissägemaschinen zum Einsatz kommen, unterscheidet man Stahlvollblätter, bei denen das ganze Blatt aus dem gleichen Werkstoff besteht und Kreissägeblätter mit eingesetzten Zahnsegmenten aus Schnellstahl oder Segmente mit eingesetzten Hartmetallzähnen. Kreissägeblätter haben im Vergleich zu den Bandsägeblättern eine ziemlich große Eigenstabilität.
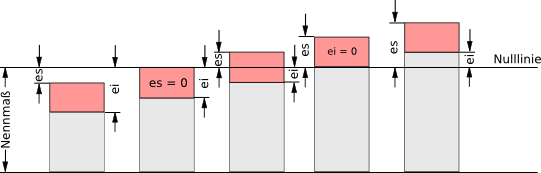
Beim Sägen wird hinsichtlich der Genauigkeit in zwei Arten unterschieden: