Hobeln und Stoßen sind spanende Fertigungsverfahren mit geometrisch bestimmter Schneide zur Herstellung von ebenen Flächen, Nuten sowie Profilen. Bei der geradlinigen Schnittbewegung erfolgt die Spanabnahme während des Arbeitshubes durch einen einschneidigen Meißel. Der anschließende Rückhub (Leerhub) bringt das Werkzeug wieder in die Ausgangsstellung zurück. Der Vorschub erfolgt schrittweise am Ende des Rückhubes.
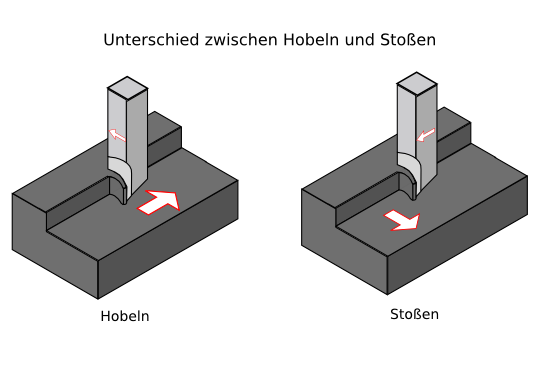
Beim Hobeln führt das Werkstück die Schnitt- und Rückbewegung aus, Vorschub- und Zustellbewegung erfolgen durch das Werkzeug. Beim Stoßen führt hingegen das Werkzeug die Schnitt- und Rückbewegung aus, Vorschub- und Zustellbewegung können durch das Werkstück oder das Werkzeug erfolgen.
Eine Sonderform des Stoßens ist das Ziehen bzw. Nutenziehen, bei dem die Schneide eines Profilmeißels (Ziehmesser) bei der Arbeitsbewegung gezogen und nicht, wie beim Stoßen, geschoben wird.
Nach der Richtung der Schnittbewegung teilt man das Stoßen in Waagrechtstoßen und Senkrechtstoßen ein. Nach der Art der erzeugten Fläche unterscheidet man beim Hobeln z. B. Planhobeln und Formhobeln, beim Stoßen Planstoßen, Formstoßen, Wälzstoßen, Profilstoßen und Schraubstoßen. Beim Schraubstoßen führt demnach das Werkstück, abgestimmt auf die geradlinige Arbeitsbewegung des Werkzeuges, eine zusätzliche Drehbewegung aus. Beim Wälzstoßen drehen sich sowohl Werkzeug als auch Werkstück.
Beim Kurzhobeln werden die Schnitt- und die Zustellbewegung vom Werkzeug ausgeführt, die Vorschubbewegung erfolgt durch den Aufspanntisch der Hobelmaschine. Die max. Hobellänge (i. d. R. < 1 m) wird durch den max. Arbeitshub der Hobelmaschine vorgegeben. Das Kurzhobeln wird zum Erzeugen von Platten und Formteilen mit geraden Begrenzungslinien im Werkzeug- und Maschinenbau angewendet. Mit einer speziellen Kopiereinrichtung lassen sich aber durchaus auch gekrümmte Flächen – allerdings nur streifenweise – erzeugen.
Beim
Langhobeln wird die Schnittbewegung vom Werkstück, die
Vorschub- und Zustellbewegung vom Werkzeug ausgeführt. Die Arbeitswege bzw.
die Hubgröße liegen beim Langhobeln zwischen 2 und 10 m. Das Langhobeln dient zur
Bearbeitung von langen, schmalen Flächen z. B. an Betten und Gestellen von
Werkzeugmaschinen oder an Großteilen des allgemeinen Maschinenbaues. Aber
auch bei der Herstellung von Spezialteilen, wie etwa Weichenzungen für die Bahn
(= schmaler werdende Schienenstücke), kommt das Langhobeln häufig zur
Verwendung.
Das
Stoßen wird zur Herstellung von Innenkonturen in
Werkzeugelementen und Rädern, Keilnuten in Bohrungen von Zahnrädern u. ä.
eingesetzt. Auch bei der Bearbeitung von Durchbrüchen in Schnittplatten für
Werkzeuge kann man das Stoßverfahren nachwievor häufig in der Praxis sehen.
Hobel- und Stoßmeißel entsprechen in ihrer Form und Bezeichnung den Drehmeißeln. Für Schrupparbeiten werden meistens gerade oder gebogene, zum Schlichten hingegen spitze Meißel eingesetzt. Mit dem Breitschlichtmeißel, dessen parallel zur Werkstückoberfläche stehende Schneide etwa anderthalb-bis zweimal so breit wie der Wert des zugehörigen Vorschubes ist, erhält man besonders bei kurzspanenden Werkstoffen (z. B. Gusseisen) hochwertige Oberflächen, bei denen Mittelrauwerte von Ra = 2 bis 4 µm erreicht werden. Er eignet sich deshalb auch sehr gut zum Schlichten von großen Flächen.
Bezüglich der Schneidgeometrie gelten die gleichen Bedingungen wie bei den Drehmeißeln. Beim Hobeln wird die Schneide des Werkzeuges zwar bei jedem Hub stoßartig belastet, trotzdem kann man die Verhältnisse beim Hobeln mit dem ununterbrochenen Schnitt beim Drehen vergleichen. Um die Schneidspitze zu entlasten, werden deshalb die Hobelmeißel immer mit negativen Neigungswinkeln (λ = - 10 bis – 15 Grad) ausgeführt. Der Einstellwinkel liegt bei den Hobelmeißeln zwischen 45 und 70 Grad. Wegen der großen Spanquerschnitte mit denen man beim Langhobeln arbeitet, treten beim Hobeln große Schnittkräfte auf. Deshalb haben Hobelmeißel auch kräftige Schaftquerschnitte. Der Hobelmeißel muss kurz eingespannt sein, damit er sich nicht ausbiegt und in das Werkstück hineinfedert. Sollte ein kurzes Einspannen aufgrund der Form des Werkstückes nicht möglich sein, verwendet man aus gleichem Grund oft einen Hobelmeißel mit gekröpftem Schaft. Da sich diese Art Meißel aber nicht so sehr für Hartmetallwerkzeuge eignen, setzt man dort meistens nur SS-Meißel ein.
Beim Hobeln werden zwei Geschwindigkeiten unterschieden:
Darunter versteht man die Geschwindigkeit, mit der sich der Maschinentisch im Arbeitshub, bei dem das Werkzeug im Eingriff ist, bewegt. Bei Kurzhobelmaschinen ist es die Geschwindigkeit, mit der sich das Werkzeug im Arbeitshub bewegt. Die Vorlaufgeschwindigkeiten entsprechen in der Regel der Schnittgeschwindigkeit, wie sie aus den entsprechenden Richtwerttabellen zu entnehmen ist.
ist die Geschwindigkeit, mit der der Langhobelmaschinentisch bzw. der Stößel der Kurzhobelmaschine zurückfährt. Diese Rücklaufgeschwindigkeit ist immer größer als die Vorlaufgeschwindigkeit, weil sie als eine Verlustgröße im Sinne des Arbeitsschrittes zu sehen ist.
Man berechnet aus der Summe der beiden Geschwindigkeiten für die Zeitermittlung pro Hub die mittlere Geschwindigkeit vm.
Die beim Kurzhobeln erreichbaren Genauigkeiten liegen zwischen IT 7 und IT 8. Beim Langhobeln hingegen sind die Genauigkeiten stark von der Größe der Maschine sowie der Dimension und Formstabilität des Werkstückes abhängig. Als Größenordnung kann man aber bei Werkstücken, die länger als 3 m sind, mit einer Genauigkeit von IT 6 rechnen.
Trotz der niedrigen Einricht- und Werkzeugkosten sowie des Vorteils der geringen Erwärmung des Werkstücks werden Hobeln und Stoßen immer mehr durch das Fräsen ersetzt. Auch bei langen, schmalen Flächen, z. B. Führungsbahnen von Werkzeugmaschinen, die man früher auf Lang- oder Tischhobelmaschinen hergestellt hat, erreicht man heute durch Fräsen oftmals kürzere Fertigungszeiten und eine höhere Oberflächengüte.