Feilen werden im Maschinen-, Werkzeug- und Modellbau für Passarbeiten, zum Schärfen von Sägen sowie bei Reparatur-, Verputz- und Entgratarbeiten verwendet.
Feilen sind mehrschneidige, spanende Werkzeuge zum Abtragen geringer Mengen von Werkstoffen. Der Feilenrohling wird aus legiertem Werkzeugstahl geschmiedet. Die Zähne werden in das Feilenblatt eingehauen oder eingefräst und das Ganze wird anschließend gehärtet. Zur Befestigung des Feilengriffs (Feilenheft) dient die sogenannte Feilenangel (der weiche, dünnere Endteil des Feilenblattes, der in das Heft eingesetzt wird). Die Feilengriffe aus Holz oder Kunststoff werden durch eine Zwinge gegen Aufspalten beim Befestigen auf der Feile gesichert.
Bei den
Zahnformen
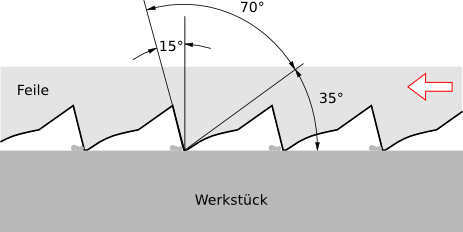
unterscheidet man gehauene und gefräste Feilenzähne. Dabei haben
gehauene Feilenzähne einen negativen Spanwinkel, der je nach
Hiebteilung -2° bis -15° betragen kann. Gehauene Feilen haben eine
schabende Wirkung, d. h. einen sehr geringen Werkstoffabtrag.
Durch die schabende Wirkung wird eine hohe Oberflächengüte erreicht.
Siehe dazu auch: Winkel am Flachschaber.
Die Gesamtheit aller linienförmig oder bogenförmig angeordneten Zähne einer Feile wird als Hieb bezeichnet. Damit die beim Feilen entstehenden Späne gut abfließen können, verläuft der Feilenhieb bei linienförmiger Anordnung schräg, während ein bogenförmiger Hieb die Späne automatisch abführt.
Nach der Hiebart unterscheidet man den Einhieb, den Kreuzhieb sowie den Raspelhieb (auch Pockenhieb genannt).
Der Einhieb findet sich überwiegend bei gehauenen Feilen zur Bearbeitung weicher Werkstoffe wie z. B. Zinn, Zink, Blei oder Aluminium und zum Schärfen von Sägen und anderen Werkzeugen.
Der Kreuzhieb entsteht durch zweimaliges Hauen des Feilenblattes, wobei der zuerst gehauene Unterhieb und der anschließend gehauene Oberhieb sich kreuzen. Die Unterhiebteilung ist in der Regel größer als die Oberhiebteilung. Dadurch ergeben sich seitlich versetzte hintereinander angeordnete Zähne. Durch diese Versetzung wird die Riefenbildung beim Feilen vermieden. Kreuzhiebig gehauene Feilen eignen sich zur Bearbeitung härterer Werkstoffe wie z. B. Stahl, Grauguss, Messing und Kunststoffe.
Beim Raspelhieb sitzen die punktförmig gehauenen Zähne einzeln und verhältnismäßig weit auseinander. Feilen mit Raspelhieb nennt man gemeinhin auch Raspeln. Sie sind geeignet zur Bearbeitung von Holz, Leder, Kork, Gummi, Kunststoff und Stein.
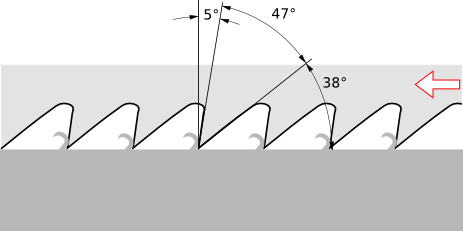
Gefräste Feilen sind meist kreisbogenförmig- oder schrägverzahnt, einhiebig und mit quer zum Hieb verlaufenden Spanbrechernuten ausgeführt. Gefräste Feilen haben im Prinzip den gleichen Einsatzbereich wie die Raspeln.
Weiterhin unterscheidet man Feilen nach
Hiebzahlen
und nach den
Hiebnummern
. Mit steigender Hiebnummer und abnehmender Länge des Feilenblattes
wird die Hiebzahl größer, also die Hiebteilung kleiner. So hat etwa
eine kurze Feile mit der Hiebnummer 3 eine größere Hiebzahl und somit
eine feinere Hiebteilung (Zahnung) als eine längere Feile mit
gleicher Hiebnummer.
Für die
Auswahl
der Feilen nach Werkstoffhärte und Arbeitsschritt gilt folgende
Regel:
Man unterscheidet Hand- und Maschinenfeilen. Zu den Handfeilen gehören die Werkstattfeilen sowie alle Präzisionsfeilen. Sie werden nach Länge, Hieb und insbesondere nach ihrem Querschnitt (flachstumpf, dreikant, vierkant, halbrund, rund, messerförmig) unterschieden. Bei den Maschinenfeilen unterscheidet man rotatorisch (Drehbewegung) oder translatorisch (linear) bewegte Maschinen- und Bandfeilen.
Werkstattfeilen sind für den allgemeinen Bedarf gedacht und sind in ihren Abmessungen, Querschnitten, Hiebdaten und technischen Lieferbedingungen genormt. Präzisionsfeilen, die für besonders genaues Arbeiten und spezielle Anwendungen eingesetzt werden, sind meist individuell angefertigt und werden deshalb nicht in Normen klassifiziert. Zu den Präzisionsfeilen gehören auch die für den Werkzeugbau, die Feinmechanik und die Schmuckwarenindustrie bestimmten Nadel- und Riffelfeilen.
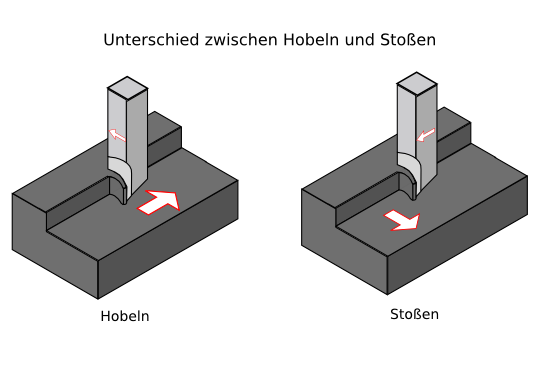
Beim Feilen lassen sich in drei verschiedene Verfahren feststellen: