Die meisten Schleifmaschinen können nach folgenden Gesichtspunkten eingeteilt werden:
Im Folgenden werden die wichtigsten Bauformen von Schleifmaschinen mit ihren Anwendungsbereichen vorgestellt.
Bei Flachschleifmaschinen unterscheidet man zwischen Umfangsschleifmaschinen und Stirnschleifmaschinen.
Beim Stirnschleifen wird der Schleifvorgang mit der Stirnseite der Schleifscheibe ausgeführt. Die Schleifscheibe führt die Schnitt- und die Zustellbewegung und das Werkstück die Vorschubbewegung aus. Die Achse der Schleifspindel steht senkrecht zu der bearbeitenden Werkstückoberfläche. Sichtbares Merkmal auf dem Werkstück sind kreisförmige Schleifriefen, die strahlenförmig oder auch sich kreuzend verlaufen. Wegen der hohen Kraft und Momentenbelastung, die sich aus der großen Berührungsfläche zwischen Schleifscheibe und Werkstück ergeben, kommt der statischen Steifigkeit besonders große Bedeutung zu. Daher sind Maschinen in Portalbauweise, wegen ihres geschlossenen Kraftschlusses, besser geeignet als andere.
Beim Umfangsschleifen werden die Werkstückflächen mit dem Umfang der Schleifscheibe bearbeitet. Die Schleifspindel befindet sich dabei in der Horizontalen. Man erkennt es an geradlinigen Schleifspuren an der Oberfläche des Werkstücks. Die Schleifscheibenumfangsgeschwindigkeit beträgt rund 35 bis 45 m/s. Hier unterscheidet man zwischen Pendelschleifen und Vollschnitt-Schleifen, dessen Vorteile wiederum in einem größeren Zeitspanvolumen und weniger Verschleiß an der Schleifscheibe liegen.
Nach dem Verwendungszweck wird auch unterschieden in Maschinen mit Recktisch und in Maschinen mit Rundtisch. Das Spannen der Werkstücke erfolgt mittels Magnetaufspanntischen oder T-Nutenschrauben.
Eingesetzt werden Flachschleifmaschinen im Schnittwerkzeug-, Formen- und Vorrichtungsbau sowie im allgemeinen Maschinenbau.
Typische Varianten der Flachschleifmaschinen sind Flachschleifmaschinen mit Umfangsschliff, Rundtischschleifmaschinen mit Umfangsschliff, Flachschleifmaschinen mit Stirnschliff sowie die Profilschleifmaschinen. Beim Profilschleifen unterscheidet man zwei grundlegend verschiedene Vorgehensweisen:
Mit Rundschleifmaschinen werden rotationssymmetrische Teile bearbeitet. Sie unterscheiden sich in der Art der Werkstückaufnahme und darin, ob Innen- oder Außenflächen bearbeitet werden.
Außenrundschleifmaschinen: Typisch für das Außenrundschleifen sind die sehr kurzen Kontaktlängen zwischen Werkstück und Schleifscheibe. Das bedeutet geringere Schleifwärme, günstige Kühlung und leichtere Spanabnahme.
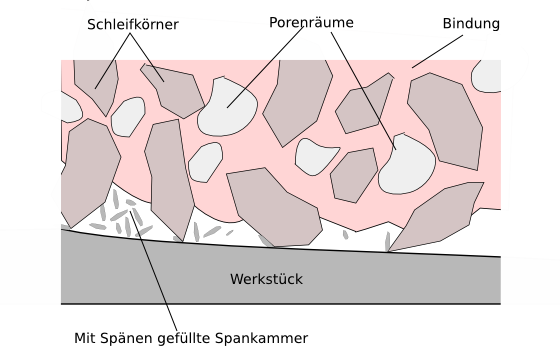
Innenrundschleifmaschinen: Im Gegensatz zum Außenrundschleifen ergeben sich in Bohrungen größere Kontaktlängen zwischen Schleifkörper und Werkstück. Die Folge sind dünne, lange Späne, die zum Vollpressen der Spankammer führen. Die Schleifkörper sind durch die Bohrung im Durchmesser begrenzt und ändern daher beim Schleifen rasch ihr Maß. Werkstück und Schleifspindel dürfen keinen großen Schleifkräften ausgesetzt werden. Entsprechend klein sind deshalb Schleifkörperbreite und Zustellung zu wählen.
Spitzenlose Außenrundschleifmaschinen: Beim Spitzenlos-Durchlaufschleifen wird das Werkstück zwischen Auflage, Schleifscheibe und Regelscheibe geführt und in einem Durchlauf geschliffen. Die Schleifscheibe führt die Spanungsarbeit aus, während die langsamer laufende, gummigebundene Regelscheibe durch ihre Neigung um 2° bis 15° den Vorschub bewirkt. Das Werkstück dreht sich etwa mit der Umfangsgeschwindigkeit der Regelscheibe.
Diese Art von Schleifmaschinen wird zum Bearbeiten von Werkzeugen wie Dreh- und Hobelmeißeln, Bohrern, Fräsern, Messerköpfen und Sägen eingesetzt, um eine daran definierte Schneidgeometrie zu erzeugen bzw. zu schärfen. Außer den einfachen Meißelschleifmaschinen, bei denen die zu schleifende Schneide von Hand gegen das Schleifwerkzeug geführt wird, sind Universal- und Spezialwerkzeugschleifmaschinen zu nennen, die auch für Werkzeuge mit komplizierter Geometrie eingesetzt werden können.
Die Bearbeitung auf Werkzeugschleifmaschinen erfordert Geschick und ein hohes Maß an Genauigkeit, da Formfehler an der Schneide eines Werkzeuges später auf den Werkstücken abgebildet werden und erhöhten Werkzeugverschleiß zur Folge haben. Außerdem muss die thermische Belastung stets gering gehalten werden, um Gefügeveränderungen und damit eine einhergehende Verschlechterung der Standzeiten zu verhindern.
Werkzeugschneiden werden auf Universal- oder Spezialwerkzeugschleifmaschinen geschärft. Zu den Spezialmaschinen gehören u. a. Nachformscharfschleifmaschinen, Wälzfräserschleifmaschinen, Gewindewerkzeugschleifmaschinen und Räumwerkzeugschleifmaschinen. Ihr Aufbau ist ähnlich dem der Flachschleifmaschinen. In der Grundausstattung sind vier gesteuerte Achsen vorhanden, bei modular aufgebauten Maschinen sind es sogar acht Achsen.
Um die Verwendungsmöglichkeit von Werkzeugschleifmaschinen zu erweitern, gibt es verschiedene Zusatzeinrichtungen wie z. B. Rundungsschleif- und Hinterschleifeinrichtungen.
Trennschleifen ist ein leistungsfähiges Zerspanungsverfahren mit nicht definierter Schneide. Zum Trennen von Werkstücken wird hierbei eine im Verhältnis zum Durchmesser sehr dünne Trennscheibe angewendet. Man unterscheidet zwischen Heiß- und Kalttrennschleifen. Beim Heißtrennschleifen wird das Werkstück im glühenden Zustand bearbeitet, beim Kaltschleifen hat es Raumtemperatur.
Angewendet wird dieses Ablängverfahren, bei dem sehr hohe Zeitspanvolumen erreicht werden können (bis zu 20.000 m³/s), häufig in Walzwerken, Schmiedebetrieben und im Stahlbau. Im Vergleich zum Sägen ist es billiger und unkomplizierter, allerdings sind Abstriche in Oberflächengüte sowie schlechtere Längen- und Winkelgenauigkeiten in Kauf zu nehmen.
Bandschleifmaschinen können in Plan-, Rund-, Profil- und Formschleifmaschinen eingeteilt werden. Man unterscheidet grundsätzlich zwischen dem Schleifen mit konstantem Anpressdruck und dem Schleifen mit konstanter Zustellung. Ersteres wird bei Profil-. Rund- und Formschleifgängen durchgeführt, um dünne Materialschichten abzutragen. Dabei wird das Werkstück meistens manuell an das Schleifband gedrückt. Sind dagegen Maßschleifarbeiten durchzuführen, wie z. B. beim Planschleifen plattenförmiger Werkstücke, ist eine konstante, maschinelle Zustellung unumgänglich.
Alle Schleifmaschinen, wie z. B. Nockenwellen-, Walzen- oder Strömungsschleifmaschinen, die speziell nur für einen spezifischen Zweck konstruiert werden, gehören zu dieser Kategorie.