Bei Stoßmaschinen führt das Werkzeug die Schnitt- und Rücklaufbewegung aus. Die Hublänge beträgt im Allgemeinen 500 bis etwa 1000 mm, in Sonderfällen auch bis 1700 mm. Bei großen Stoßlängen ragt der Stößel weit aus der Führung heraus, wodurch leider die Arbeitsgenauigkeit erheblich verringert wird. Deshalb sind Stoßmaschinen auch vor allem zur Bearbeitung kleinerer Werkstücke oder nicht durchgehender Innenformen geeignet.
Ein mit T-Nuten versehener Tisch, der drehbar am Vortisch befestigt ist, dient zur Werkzeugaufnahme. Der Vortisch selbst ist wiederum in Querrichtung verfahrbar und führt die Vorschubbewegung aus.
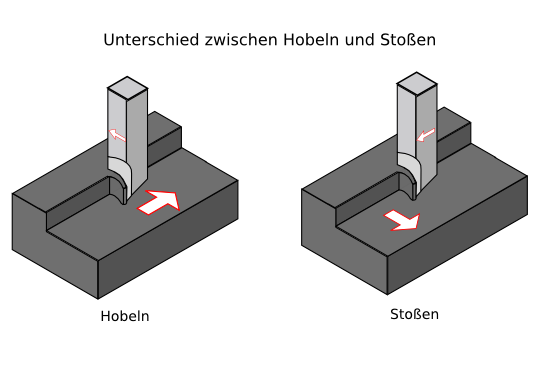
Hobel- und Stoßmeißel entsprechen in ihrer Form und Bezeichnung den Drehmeißeln. Für Schrupparbeiten werden häufig gerade oder gebogene Meißel verwendet, während zum Schlichten vor allem spitze Meißel verwendet werden. Ein Unterschied zu den Drehmeißeln besteht nur im etwas größeren Freiwinkel und den meistens stärkeren Schaftquerschnitten.
Zur Werkzeugaufnahme dienen bei Standardmaschinen die Meißelklappe, die zur Schonung der Werkzeugschneide während des Rückhubes vom Werkstück abgehoben wird. Dies kann je nach Arbeitsaufgabe durch eine Schwenkbewegung der Meißelklappe oder durch eine senkrecht abhebende Meißelaufnahme geschehen. Auf Hobelmaschinen mit starkem Tischantrieb können auch Mehrfachmeißelhalter eingesetzt werden. Diese können außerhalb der Maschine bestückt und eingestellt werden. Der Werkzeugaustausch erfolgt hier komplett mit dem Mehrfachhalter. Durch diese Mehrfachbearbeitung können die Nebenzeiten (unproduktiver Stillstand einer Maschine) verkürzt werden. Auch Revolver-Werkzeughalter, Schnellwechsel-Werkzeughalter oder ähnliche Aufnahmesysteme finden in Hobelmaschinen ihre Anwendung.
Bei Waagrechtstoßmaschinen mit Kurbelschwingen-Antrieb ist an der Oberseite des Maschinengestells ein Stößel, in dem das Stoßwerkzeug eingespannt ist. Dieser Stößel führt durch hin und her Bewegung die Schnittbewegung bzw. die Rücklaufbewegung aus. Der Stößel trägt den Werkzeugschlitten mit der Meißelhalterklappe. Das Handrad des Werkzeugschlittens dient zur Zustellung des Stoßmeißels nach der Skale oder zum senkrechten Vorschub. Der Werkzeugschlitten ist drehbar angeordnet, so dass damit auch schräge Flächen bearbeitet werden können.
Der Werkstücktisch ist an der Stirnseite der Stoßmaschine angebracht und eignet sich für die Aufnahme von kleinen bis mittelgroßen Werkstücken. Die Kurbelschwinge wandelt die Drehbewegung in eine geradlinige Stoßbewegung um. Die Einstellung der Hublänge erfolgt durch Verstellen des Kurbelzapfens auf der Kurbelscheibe mit einer Verstellspindel. Die Hublage kann nach Lösen des Klemmhebels und durch Drehen der Gewindespindel am Stößel verändert werden. So kann die Meißelstellung an die Lage des Werkstücks angepasst werden. Der so beschriebene Antrieb des Stößels mittels einer Kurbelschwinge ist bei Waagrechtstoßmaschinen am weitesten verbreitet.
Die Arbeitstischbewegung und damit der Vorschub des Werkstückes erfolgen mit
Hilfe einer Sperrklinkenschaltung, welche sich auf der Querspindel des
Maschinentisches befindet. Je nach der Einstellung des Kurbelzapfens auf der
Hubscheibe wird die Sperrklinke über die Schubstange um einen oder mehrere
Zähne weitergeschaltet. Soll die Vorschubbewegung umgekehrt, also das
Werkstück in die entgegengesetzte Richtung befördert werden, wird die
Sperrklinke um genau 180° gedreht.
Bei der
hydraulisch angetriebenen Stoßmaschine wird die
Schnittbewegung durch einen Differentialkolben direkt angetrieben. Den dazu
erforderlichen Öldruck erzeugt eine im Grundgestell verbaute
Axialkolbenpumpe. Die Schnittgeschwindigkeit kann durch die entsprechende
Veränderung der Öl-Fördermenge der Pumpe stufenlos geregelt werden.
Die Senkrechtstoßmaschine dient zur spanenden Bearbeitung von Innen- oder Außenflächen mit Formen, die durch Fräsen oder Drehen nicht oder nur sehr schwer herstellbar sind. Typische Werkstückformen, die vorzugsweise auf Senkrechtstoßmaschinen gefertigt werden, sind kompakte Bauteile mit größeren Abmessungen, die in der Regel nur als Einzelteile oder Kleinserien gefertigt werden. Für die Großserien- und Massenfertigung wird die Senkrechtstoßmaschine im Allgemeinen nicht eingesetzt; hier erhalten meist Räummaschinen den Vorzug, weil durch die schnellere Bearbeitung der großen Stückzahlen die hohen Werkzeugkosten der Räummaschinen nicht so ins Gewicht fallen.
Die Automatisierungsmöglichkeiten der Senkrechtstoßmaschine sind begrenzt und beschränken sich auf einfache, über Nocken gesteuerte, Programm-Zyklen, ggf. auch in Verbindung mit nur einem Teilvorgang des Stoßverfahrens. Die Arbeitsgenauigkeiten und die erzielbaren Oberflächengüten von Senkrechtstoßmaschinen entsprechen im Wesentlichen denen der Waagrechtstoßmaschinen bei der Außenbearbeitung.
Senkrechtstoßmaschinen werden in kleineren Ausführungen mit einteiligem oder
– bei größeren Bauformen – mit geteiltem Ständer und Bett ausgeführt. Der Stößel
ist bei beiden Ausführungen entweder nur für die senkrechte Arbeitsweise oder
für die Bearbeitung geneigter Flächen angeordnet.
Zum Stoßen
unregelmäßiger, nicht geradlinig begrenzter Flächen werden
Senkrechtstoßmaschinen mit Nachformeinrichtungen versehen. Diese
Nachformeinrichtungen bestehen aus Schablonenträgern und einem
Nachformfühler. Die Bewegungen werden über Hydraulikzylinder mit
Servomotoren auf die Vorschubsteuerung der Kreuztische übertragen.
Senkrechtstoßmaschinen sind für die Aufnahme der Werkstücke in der Regel mit einem Kreuztisch ausgerüstet. Je nach Einsatz sitzt auf diesem Kreuztisch noch ein Rundtisch. Dadurch erhöht sich die Anzahl der möglichen Grundformen der zu bearbeitenden Flächen erheblich. Zum Befestigen und Justieren des Werkstückes sind meist auf dem Tisch T-Nuten angebracht und außerdem im Rundtisch eine Zentrierbohrung vorgesehen.
An Senkrechtstoßmaschinen werden die
Werkzeuge entweder direkt in der Meißelklappe oder mit
Spannbügeln befestigt. Bei schlanken Innenformen arbeitet man auch häufig mit
einem Werkzeughalter.
Bauarten: Nach der Antriebsart unterscheidet man
Senkrechtstoßmaschinen mit
mechanischem und
hydraulischem Antrieb. Bei kleineren Maschinen mit
Hublängen bis etwa 650 mm überwiegt der mechanische Antrieb, welcher entweder
mit querliegendem Kurbelgetriebe oder aber in der Längsebene der Maschine
ausgeführt sein kann.
Desweiteren unterscheidet man Senkrechtstoßmaschinen noch nach der Ausführung der Stößelführung, denn die Art und Größe der Schrägstellung hat in der Praxis großen Einfluss auf die Einsatzmöglichkeiten, die die Stoßmaschine bietet.
Diese Sonderformen der Stoßmaschinen werden für die Herstellung oder die Nachbearbeitung von Kupferkokillenplatten für Stranggussanlagen eingesetzt. Bei diesen traversierenden Waagrechtstoßmaschinen wird der Stoßmeißel mit einem speziellen Nachformgerät während der Schnittbewegung von einer Schablone geleitet, zusätzlich auch in Vertikalrichtung gesteuert. Dadurch können konkave und konvexe Flächen mit großem Krümmungsradius bei hohen Anforderungen an Formgenauigkeit und Oberflächengüte erzeugt werden.