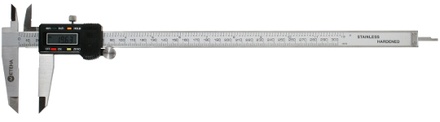
Das Brünieren stellt dünne Schutzschichten auf Eisenwerkstoffen her. Wie beim verwandten Phosphatieren entstehen auch beim Brünieren nichtmetallische Überzüge. Im Gegensatz zum Phosphatieren und Chromatieren werden beim Brünieren allerdings keine anderen chemischen Elemente als Sauerstoff in die Schicht eingelagert. Es entsteht also eine Oxidschicht ähnlich wie beim Bläuen oder Schwarzbrennen, genauer gesagt, eine Schicht aus Eisenoxyduloxid. Das Brünieren erfolgt bei niedrigen Temperaturen unterhalb von 150 °C und vermeidet somit thermische Belastungen, die Veränderungen im Gefüge verursachen oder die Maßhaltigkeit der beschichteten Werkstücke beeinträchtigen. Aus diesem Grund werden häufig Messwerkzeuge , wie z.b. Haarlineale brüniert .

Brüniertes Haarlineal
Nicht nur wegen der geringen thermischen Belastung ist das Brünieren zum Schutz von Präzisionsteilen und anderen Werkstücken mit hohen Anforderungen an die Maßgenauigkeit besonders interessant. In der Einteilung der Fertigungsverfahren nach DIN 8580 fällt das Brünieren nicht in die Hauptgruppe 5, das Beschichten, sondern in die Gruppe 6.3, das Ändern der Stoffeigenschaften durch Einbringen von Teilchen. Das bedeutet, dass beim Brünieren nicht eine Schicht aus einem fremden Material auf das Werkstück aufgetragen, sondern der Werkstoff selbst an der Oberfläche verändert wird. Die beim Brünieren erzeugte, etwa ein bis zwei Mikrometer dicke Schutzschicht entsteht also innerhalb der Abmessungen des Werkstücks und verursacht selbst bei engsten Toleranzen keine Formänderungen die bei der Konstruktion berücksichtigt werden müssten.
Das Brünieren ist ein mehrstufiger Prozess der zunächst eine saubere und fettfreie Werkstückoberfläche erzeugt. Dies ist notwendig, um eine gleichmäßige Brünierung zu gewährleisten. Das eigentliche Brünieren geschieht im Ein- oder Zweibadverfahren, eventuell auch mit drei Bädern. Im Einbadverfahren entstehen Schichten mit einer Stärke von weniger als einem Mikrometer. Durch zusätzliche Bäder wird die Schichtdicke erhöht. Abschließend wird die Oberfläche in der Regel mit einem Korrosionsschutzöl oder einem anderen Mittel mit vergleichbarer Wirkung behandelt. Der Vorgang des Brünierens ist ein rein chemischer Prozess, der in einem alkalischen Medium erfolgt.
Da das Brünieren eine chemische Veränderung des Werkstoffs an der Oberfläche erzeugt, ist die Anwendung auf eine bestimmte Werkstoffgruppe beschränkt. Für das Brünieren geeignet sind unlegierte und niedriglegierte Stähle sowie Gußeisen. Auch gehärtete Stähle können brüniert werden, das Verfahren eignet sich wegen der geringen thermischen Belastung sogar besonders für den Schutz gehärteter Stähle. Edelstähle sind dagegen nur mit Sonderverfahren brünierbar und nicht im klassischen Prozess.
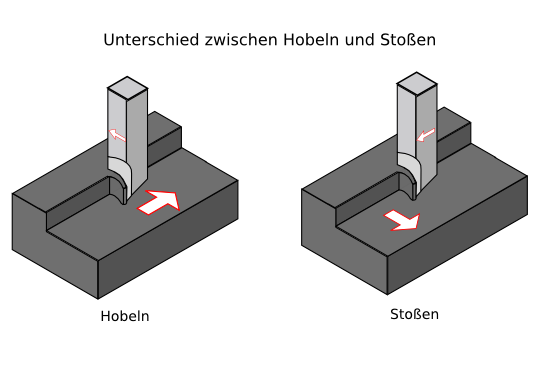
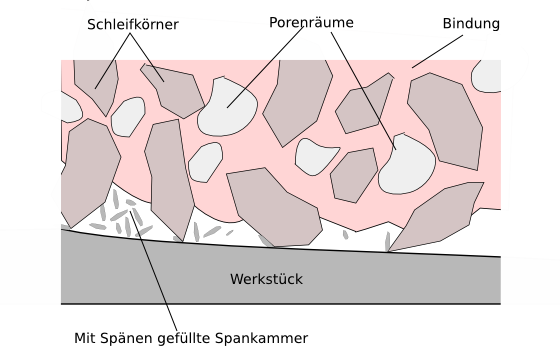
Eine Grundvoraussetzung für ein gleichmäßiges Brünieren sind Werkstücke mit sauberen und unbeschichteten Oberflächen. Am besten eignen sich Werkstücke daher unmittelbar nach einer spanenden Fertigung. Unbedingt zu vermeiden ist eine Verunreinigung mit Silikonölen und Silikonfetten, da diese von den üblichen Entfettungsmitteln nicht beseitigt werden. Auch Zunder, Flugrost oder Passivierungen erfordern eine Sonderbehandlung mit Beizen vor dem Brünieren.
Da das Brünieren im Tauchbad erfolgt ergeben sich Limitierungen der Werkstückabmessungen durch die Größe der verfügbaren Laugenbehälter. Davon abgesehen ist die Werkstückgeometrie nicht eingeschränkt. Die Brünierung ist in der Regel vollflächig. Lediglich bei großen oder empfindlichen Teilen, die als Setzware oder Gestellware brüniert werden, können nicht brünierte Stellen an Auflageflächen auftreten.
Die beim Brünieren erzeugte Schicht ist beständig gegen mechanische Belastungen durch Biegung und Druck. Sie wird auch von den üblichen Lacken, Lösemitteln und Schmierstoffen nicht angegriffen und hat allgemein im alkalischen Milieu Bestand. Säuren lösen dagegen die Schutzschicht auf. Brünierte Teile sind daher uneingeschränkt für die Lagerung und die Verwendung im Innenbereich geeignet. Für den Außenbereich dagegen nur mit zusätzlichen Schutzmaßnahmen.
Vorteile durch das Brünieren ergeben sich zum einen durch den Korrosionsschutz, der durch geeignete Öle oder Wachse noch verbessert werden kann. Zum anderen kann sich eine Brünierung aber auch günstig auf die tribologischen Eigenschaften der behandelten Werkstücke auswirken. Insbesondere werden Verbesserungen beobachtet: