Schleifen ist nach DIN 8559 „ein spanendes Fertigungsverfahren mit vielschneidigen Werkzeugen“ deren geometrisch unbestimmte Schneiden von einer Vielzahl gebundener Schleifkörner aus natürlichen oder synthetischen Schleifmitteln gebildet werden und mit hoher Geschwindigkeit, meist unter nicht ständiger Berührung zwischen Werkstück und Schleifkorn, den Werkstoff abtrennen.
Beim Schleifen besitzt das Werkzeug eine Vielzahl gebundener Schleifkörner.
Sie trennen mit hoher Geschwindigkeit (bis zu 200 m/s) den Werkstoff ab. Die
Schneiden sind beim Schleifen nicht ständig im Eingriff und dringen im
Verhältnis zur Größe eines mittleren Schneidkorns nur geringfügig in die
Werkstoffoberfläche ein. Dabei werden die Oberfläche, die Form und die
Maßhaltigkeit verändert und verbessert. Der Energiebedarf zur Zerspanung
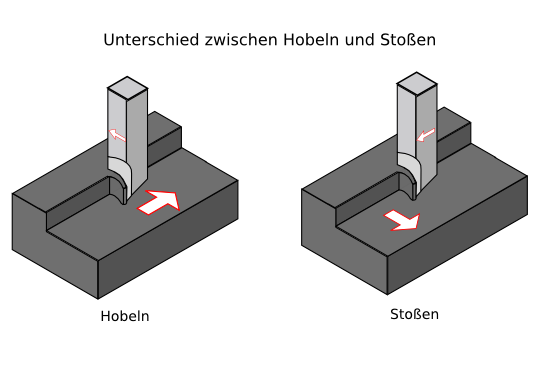
einer Werkstoff-Volumeneinheit ist im Vergleich zu Zerspanverfahren mit
geometrisch bestimmten Schneiden (z. B. Drehen, Hobeln) sehr hoch.
Bisher wurde Schleifen nur als Endbearbeitung zur Verbesserung der
Oberflächenqualität und Passgenauigkeit schon vorbearbeiteter Werkstücke
eingesetzt. Durch Weiterentwicklung der Schleifverfahren und –maschinen
können heute in kurzer Zeit große Werkstoffmengen abgetragen werden, wie es
bisher nur beim Hobeln, Fräsen oder Drehen der Fall war und so wird vielfach ein
Werkstück bereits nach dem Ur- bzw. Umformen mittels Schleifen bearbeitet.
Flexible Steuerungen und angepasste Schleifwerkzeuge lassen Vor- und
Fertigbearbeitung auf einer einzigen Maschine bei ein- und mehrstufigen
Abläufen des Schleifens zu.
Das entscheidende Ergebnis des Schleifen ist
die Werkstückqualität, worunter Rauheit, Maß- und Formgenauigkeit sowie die
Beschaffenheit der Oberflächenrandzone verstanden wird. Außerdem steht beim
Schleifen natürlich auch die Wirtschaftlichkeit zur Disposition, wobei
Fertigungszeiten, Werkzeugkosten und Ausbringung besonders wichtige
Kenngrößen darstellen. Beim Schleifen werden gerade die Werkzeugkosten durch
den starken Verschleiß der Schleifscheiben beeinflusst.
Der Werkstoff eines Schleifwerkzeugs besteht aus Schleif- und Bindemittel und wird zusätzlich durch Körnung und Gefüge bestimmt. Zum Schleifen muss das Schleifmittel bzw. das Korn verschiedene Anforderungen erfüllen:
Die Schleifmittel werden unterteilt in natürliche und künstliche Kornwerkstoffe. Natürliche Kornwerkstoffe (z. B. Quarz, Granat oder Naturkorund) haben – außer dem Naturdiamant – in der heutigen Schleiftechnik wegen ihrer ungenügenden Festigkeitseigenschaften nur noch wenige Anwendungsgebiete. Künstliche Schleifmittel wie Elektrokorund, Siliciumcarbid, Bornitrid, Borcarbid und Diamant werden aufgrund ihrer überragenden Eigenschaften für fast alle Schleifverfahren bevorzugt.
Die Körnung eines Schleifmittels gibt Aufschluss über die Größe seiner Schleifkörper. Körnungen werden durch Aussieben von groben, mittleren oder feinen Partikeln mittels verschiedener Siebe gewonnen. Die Körnungsnummer entspricht dabei der Maschenzahl des zur Gewinnung verwendeten Siebes auf der Länge von einem Inch. Die Körnung soll umso feiner sein, je kleiner die geforderte Rautiefe, je besser die angestrebte Oberflächengüte und je scharfkantiger die zu erzeugenden Schleifprofile werden müsse
Die
Bindung hat den Zweck, die einzelnen Schleifkörner so lange
festzuhalten, bis sie stumpf geworden sind. Art und Menge des verwendeten
Bindemittels beeinflussen den Härtegrad und die Schleifeigenschaften des
Schleifkörpers. Es gibt organische (harz- oder gummiartige) und anorganische
(keramische, mineralische, metallische) Bindemittel.
Die
statische Härte drückt den Widerstand des Kornes gegen das
Ausbrechen aus dem Kornverband aus. Der Härtegrad bezeichnet also nicht die
Kornhärte sondern die Kornhaltekraft! Die
dynamische Härte (Arbeitshärte) eines Schleifkörpers
drückt den Widerstand aus, der dem Ausbrechen des Kornes beim Schleifen
entgegengesetzt wird. Sie hängt von der Körnung sowie den Arbeitsbedingungen
ab.
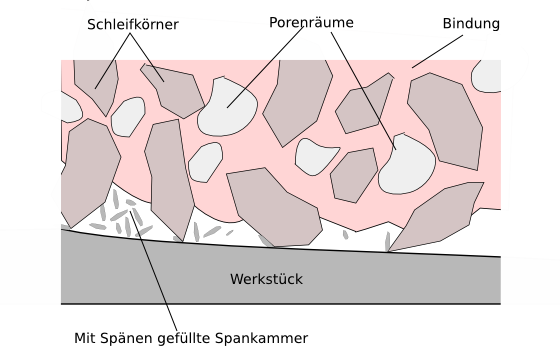
Das
Gefüge der Schleifkörper ergibt sich aus der Verteilung der
Schleifkörner, des Bindemittels und der mit eingeschlossenen Porenräume. Die
Poren bilden Spankammern und fördern die Kühlung beim Schleifen. Das Gefüge
wird mit den Kennziffern 0 – 14 bezeichnet. Je höher die Kennziffer, desto
offener ist das Gefüge, d. h. desto poröser ist der Schleifkörper.
Beim Schleifen erfolgt durch das Zusammenwirken von Schnitt-, Werkstück-,
Zustell- und Vorschubbewegung eine kontinuierliche Spanabnahme an den zu
bearbeitenden Flächen. Neben der Spezifikation und der Aufbereitung des
Werkzeuges bestimmen die Arbeitsparameter (Schnittgeschwindigkeit,
Vorschubgeschwindigkeit, Zustellung und Quervorschub) des
Schleifprozesses in entscheidender Weise das Schleifergebnis.
Schnittgeschwindigkeit vc: Sie entspricht
der Umfangsgeschwindigkeit vs der runden Schleifscheibe. Normale
Umfangsgeschwindigkeiten können bis zu 35 m/s für keramisch-gebundene
Schleifkörper und bis zu 45 m/s für kunstharzgebundene Schleifkörper
betragen. Die Umfangsgeschwindigkeit darf die zulässigen Höchstwerte nicht
überschreiten, da sonst die Schleifscheibe durch die Wirkung der starken
Fliehkräfte zerspringen könnte.
Vorschubgeschwindigkeit vf (oder
Werkstückgeschwindigkeit): entspricht beim Planschleifen der
Tischschubgeschwindigkeit und beim Rundschleifen der
Werkstückumfangsgeschwindigkeit.
Querschub f: Der Querschub in mm je Hub bzw. beim
Rundschleifen der Längsschub f in mm je Werkstückumdrehung bestimmt die
Schnittbreite ap der Schleifscheibe (also die Materialmenge, die abgespant
wird).
Zustellung a: Unter Zustellung versteht man den Weg, den die
Schleifscheibe senkrecht zu der zu erzeugenden Oberfläche pro
Bearbeitungsschritt durch den Maschinenbediener (bzw. während einer
bestimmten Zeiteinheit) zurücklegt.
Zu den wichtigsten Oberflächenkenngrößen eines Werkstücks gehört die Rauheit
R. Sie ermöglicht Aussagen über die Feingestalt einer Oberfläche. Die
gebräuchlichen Rauheitsmaße sind:
Die sich im Schleifprozess einstellende Rauheit wird unter anderem bestimmt
durch das
Geschwindigkeitsverhältnis q:
q = vs / vf
also dem Verhältnis der Scheibenumfangsgeschwindigkeit vs zur
Vorschubgeschwindigkeit vf. Das Geschwindigkeitsverhältnis q beeinflusst
die Bildung des Rauheitsprofils am Werkstück erheblich. Bei zunehmenden q
überlagern sich immer mehr Schneidprofile der Scheibe auf der
Werkstückoberfläche, so dass sich die Rauheit vermindert. Dies kann erreicht
werden durch eine höhere Schleifscheibenumfangsgeschwindigkeit bzw. eine
kleinere Werkstückumfangsgeschwindigkeit.
Die chemischen und thermischen Eigenschaften der Schleifmittel verursachen
häufig starken Flächenverschleiß am Schleifkorn. Am häufigsten treten
chemische Reaktionen mit dem Werkstoff auf, aber auch Reaktionen mit dem
Kühlschmierstoff oder der Luft können zu Kornverschleiß führen. Die
mechanischen Verschleißursachen entscheiden letztlich darüber, welche
Verschleißform überwiegt. Bei hoher Kornbelastung durch die Schnittkraft
überwiegt bei den meisten Schleifkörpern der sogenannte Makroverschleiß. Bei
kleiner Schnittkraft wird hingegen erst mit zunehmenden Reibungsverschleiß
die Kornbelastung so hoch, dass das Korn splittert oder ausbricht (=
Selbstreinigungseffekt!).
Bei einer Schleifscheibe unterscheidet man
zwischen dem Radialverschleiß Δ rs und dem Kantenverschleiß Δ rsk. Änderungen
des Schneidraumes werden dabei mit dem Radialverschleiß erfasst und die der
geometrischen Form der Schleifscheibe durch den Kantenverschleiß. Beide
Verschleißarten sind bei der Berechnung der Werkzeugkosten von
Bedeutung.
Beim Schleifen entsteht durch Reibung und Spanbildung Wärme. In der
Werkstückrandzone können dadurch ohne Kühlung Temperaturen von über 1.000 ° C
auftreten. Diese Erwärmung der Randzone sowie auch oft ein zu rasches Abkühlen
sind Ursachen für Schleifschäden wie Maßabweichungen, Risse, Spannungen oder
Brandflecken.
Durch Kühlschmierung erreicht man gleichzeitig eine
Verminderung der Reibungswärme, die Reinigung der Spankammern und die Kühlung
des Werkstückes. Der wirksamste Kühlschmierstoff ist Schleiföl, da es die
Reibungswärme i. d. R. stärker verringert als sonstige Schleifkühlmittel und
–emulsionen.